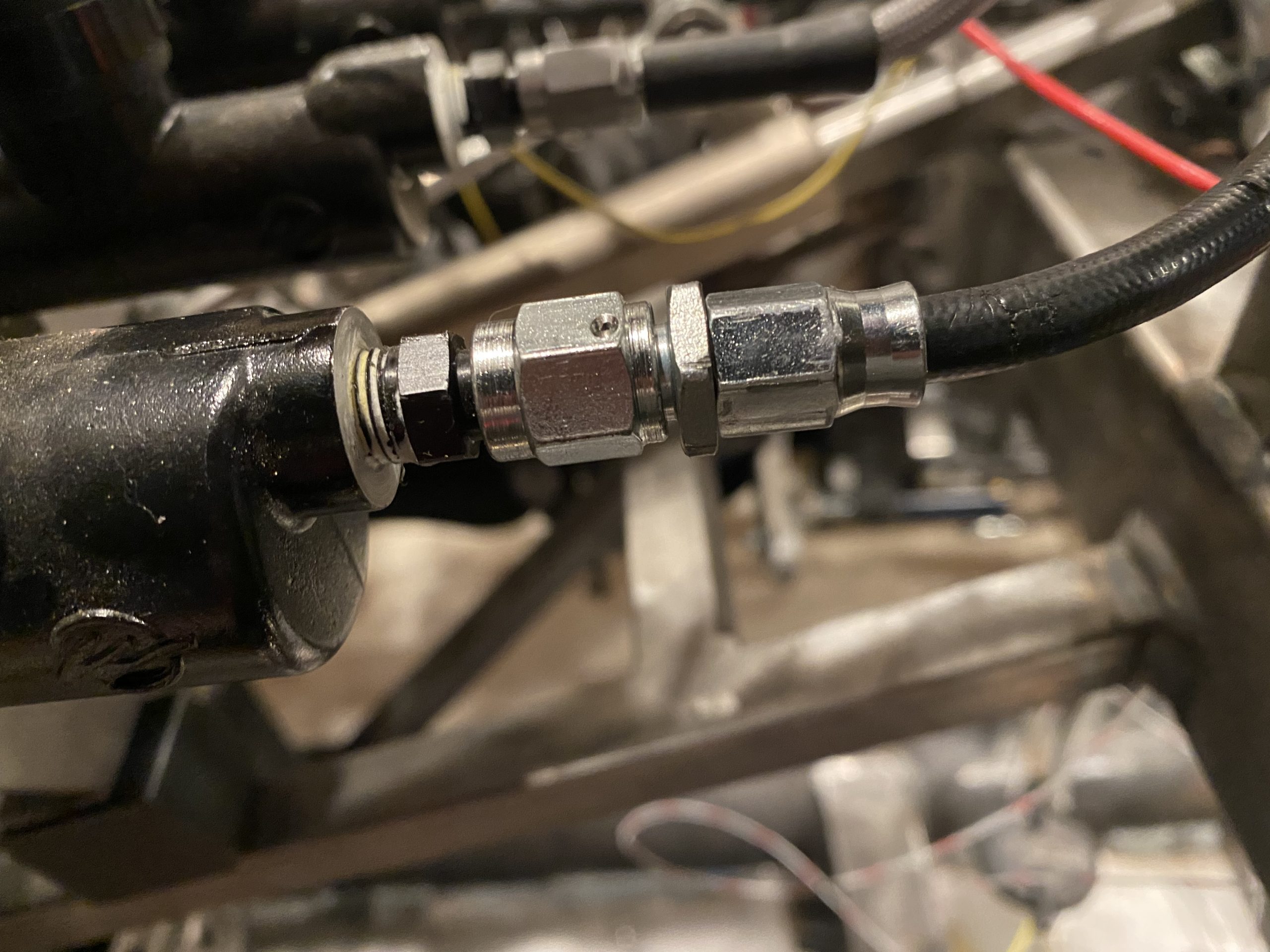
One of the few things left to do before I can go-cart the cart is to get the hydraulic clutch working. I cut the 3/16″ hose to length and installed the hose end. These are always a pain in the ass, but I think this is the last one I need to do in the car.
After installing it, I filled the reservoir with DOT 4 brake fluid and bled the system. I needed to adjust the clutch pedal to get a little more throw in order to release the clutch. The master cylinder has an adjustment on the pushrod which is easy to reach right now. I hope I never have to adjust them once the body is on the car because all of the access with be from below or through a small access panel in the engine compartment.
The other thing I did today was get the engine running again. It’s been quite awhile since it ran, so I disconnected the ignition coil and cranked until I had oil pressure. When I reconnected the ignition coil, it fired right up and ran great. I let it run for a bit to warm up and then revved it for a bit. The FiTech still doesn’t manage the fuel properly when reducing throttle after revving it, so it tends to die. I’ll need to dig into the config to see how to address this.